
 La logistica materiali al servizio delle linee di assemblaggio: le scelte chiave da adottare
La logistica materiali al servizio delle linee di assemblaggio: le scelte chiave da adottare
PREMESSA
Nella progettazione delle linee di assemblaggio di prodotti, un aspetto chiave, spesso sottovalutato, è certamente la definizione del sistema logistico di alimentazione e movimentazione dei materiali.
I materiali devono infatti poter fluire sulle stazioni di montaggio il più possibile in modo sincronizzato ed efficiente, evitando quindi i mancanti sulle linee e le inutili movimentazioni e sprechi nella loro gestione.
Partendo da una corretta progettazione delle unità e sistemi di movimentazione, delle logiche di riordino dei materiali sulle linee di assemblaggio è possibile anche integrare meglio i fornitori e semplificare le logiche di approvvigionamento con importanti risparmi nei costi logistici complessivi.
M&IT Consulting, avendo seguito diverse aziende industriali nella messa a punto dei propri sistemi logistici di fabbrica, ha distillato in questo articolo alcuni spunti e considerazioni che riteniamo possano essere utili alle aziende che ritengono di dover riorganizzare e migliorare il proprio sistema logistico di gestione dei materiali destinati alle linee di assemblaggio.
L'OBIETTIVO PRINCIPALE: SINCRONIZZARE I FLUSSI
Su una linea di assemblaggio, ed in particolare su ciascuna stazione di lavoro, vi sono tre flussi fondamentali che devono essere necessariamente sincronizzati: il flusso del pezzo "collettore" (il prodotto che viene progressivamente assemblato avanzando sulla linea), il flusso delle operazioni (sequenza del ciclo di assemblaggio) ed il flusso dei materiali (componenti da assemblare).
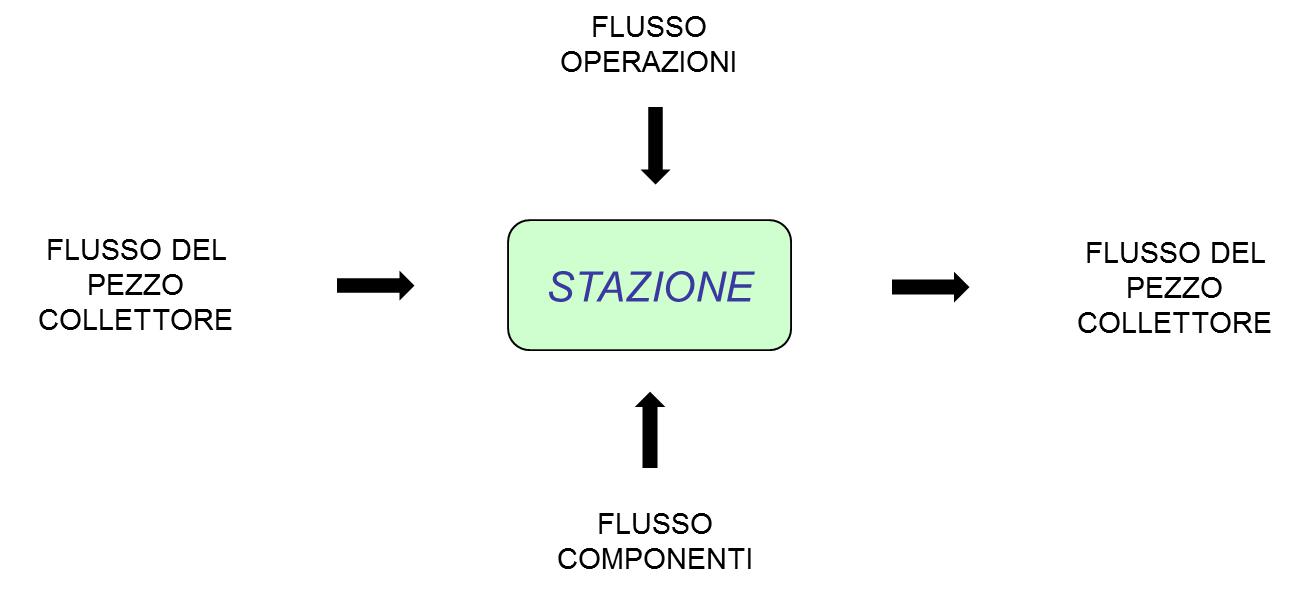
L'esigenza di sincronizzare i flussi dei materiali, determina la necessità di prevedere dei buffer interoperazionali (allo scopo di svincolare il flusso dei pezzi collettore da quello delle operazioni) e lo stoccaggio di materiali presso le stazioni, per svincolare il flusso delle operazioni e quello dei materiali.
Il flusso del pezzo collettore prevede l'attraversamento in successione delle stazioni di assemblaggio secondo la sequenza prevista dal ciclo di montaggio. I lotti con cui si decide di realizzare i diversi modelli di prodotto sulla linea, sono dimensionati in base a logiche che si prefiggono di minimizzare i problemi legati al set up della linea e di massimizzare il livello di servizio verso il magazzino prodotti finiti/mercato.
Le caratteristiche del flusso del pezzo collettore (ad es l'esigenza di disaccoppiare il ritmo di lavoro delle stazioni, con la predisposizione di buffer interoperazionali) determinano le caratteristiche funzionali del sistema di material handling.
Il flusso dei componenti è determinato dalle caratteristiche spazio-temporali dei fabbisogni delle stazioni di assemblaggio (funzione del programma di produzione e del ciclo di lavoro presente sulla stazione). Dobbiamo in sintesi dare una risposta alle seguenti domande:
- quale componente/kit;
- in quale stazione;
- quando;
- con quale unità di carico;
- con quale percorso;
- con quale sistema di movimentazione;
- chi deve approvvigionarlo.
L'ANALISI DEL FLUSSO DEI MATERIALI PARTENDO DALLA DISTINTA BASE
L'analisi del flusso dei materiali non può che partire dalla composizione della Distinta Base (DB) e dal suo profilo.
La DB descrive la numerosità dei codici, sui diversi livelli del sistema di assemblaggio, e fornisce indicazioni sulle migliori politiche di gestione preferibili per i diversi codici.
Di seguito vediamo le tipologie di profili che può avere la DB:

- Situazione A: è caratterizzata dall'aumento del numero di codici lungo tutto il sistema (situazione tipicamente gestita con la logica ASSEMBLY TO ORDER, se il LT complessivo è minore del tempo di consegna).
- Situazione B: è caratterizzata da pochi sottogruppi (rispetto ai componenti di base) con cui posso assemblare molti prodotti finiti (situazione tipicamente gestita con la logica ASSEMBLY TO ORDER, se LT1 è minore del tempo di consegna, mentre i componenti sono prodotti su previsione).
- Situazione C: è caratterizzata da un numero limitato di prodotti finiti (situazione tipicamente gestita con la logica MAKE TO STOCK)
Nel processo di progettazione del prodotto/processo, è fondamentale mantenere sempre vivo il principio di fondo che porta ad utilizzare il minor numero possibile di componenti attraverso l'applicazione delle logiche di standardizzazione dei componenti/sottogruppi e la comunanza di utilizzo su diverse macchine.
Soltanto attraverso un continuo riallineamento dei prodotto (almeno a livello di macro famiglie di prodotto) potremo effettivamente fare in modo di evitare il continuo proliferare di componentistica che porta a maggiori complessità gestionali e costi maggiori in termini di valore del prodotto (volumi minori) e costi di gestione (più fornitori, più documenti, più codici, ...).
Nel perseguire l'obiettivo di semplificazione e razionalizzazione del processo di assemblaggio e della gestione dei materiali, il primo strumento di analisi porta all'esplosione della DB, con un duplice obiettivo:
evidenziare eventuali insiemi di parti (KIT) che risulta conveniente gestire e/o movimentare in modo aggregato;
evidenziare la variabilità quantitativa/qualitativa dei componenti/kit che confluiscono nella linea di assemblaggio, nel periodo di programmazione, al variare del mix di prodotti finiti che si prevede di assemblare sulla linea.
Il primo aspetto porta ad individuare due diverse tipologie di kit:
- Assembly Kit: parti che confluiscono in un unico sotto assieme del prodotto finito (solitamente completo dal punto di vista funzionale). Questa modalità di disaggregazione è correlata alla struttura del processo di assemblaggio, perché permette di evidenziare la suddivisione tra premontaggio e montaggio e la suddivisione dei contenuti di lavoro assegnabili.
- Technology Kit: parti omogenee per processo tecnologico di fabbricazione. Questa modalità di disaggregazione è utile ad evidenziare i processi tecnologici di origine dei componenti, il carico di lavoro previsto e i potenziali fornitori interni/esterni.
L'assembly kit è correlato alla destinazione del materiale, mentre il technology kit si ricollega alla provenienza del materiale stesso.
La disaggregazione del prodotto è prerequisito per individuare le possibili modalità di movimentazione e gestione dei materiali:
- Kit fisici: abbinati al pezzo collettore in lavorazione: così si riduce la giacenza di materiali presso la stazione, con vantaggi in termini di WIP e di compattezza della postazione di lavoro (necessario pensare al una stazione di kitting per la preparazione dei componenti).
- Kit gestionali: in modo da prevedere, pianificare ed approvvigionare i materiali componenti il kit in modo aggregato: vantaggi di tipo organizzativo/gestionale, soprattutto se si ribalta la gestione su un unico fornitore responsabile dell'approvvigionamento del kit.
La scelta di utilizzare o meno dei kit (fisici e/o gestionali) si basa sui dati che descrivono la variabilità dei componenti al variare del mix da realizzare sulla linea di assemblaggio.
I parametri da considerare nella scelta, dovrebbero essere:
- N. di modelli di prodotto finito;
- N. di componenti per modello di prodotto finito;
- N. di varianti per componente.
Dai questi parametri otteniamo:
- N. di componenti comuni su tutta la gamma;
- N. di componenti che variano al variare del modello di prodotto finito;
- N. totale di varianti per componenti.
Di conseguenza possiamo valutare:
- l'indice di comunanza caratteristico del sistema di assemblaggio (pari al rapporto tra i componenti comuni per tutta la gamma e il totale dei componenti appartenenti al modello medio della gamma);
- il numero di componenti che affluiscono sulla linea, nell'intervallo di pianificazione, ipotizzando il completo livellamento della produzione (produco tutta la gamma nel planning period).
Quanto più la variabilità del prodotto finito si può rappresentare con la variabilità di aggregati di componenti (moduli) piuttosto che di singoli componenti, tanto più è preferibile attivare approcci basati sulla gestione e movimentazione di kit di materiali.
L'analisi sviluppata consente di suddividere i materiali in due classi:
- Materiali trasferiti tramite Kit Multicomponente, dove i kit sono abbinati, sia gestionalmente che dal punto di vista della movimentazione, alla sequenza dei pezzi collettori sulla linea.
- Materiali trasferiti tramite Contenitore Multicomponente, tenuti a scorta presso il magazzino di stazione.
I valori dei fattori sopra riportati, di conseguenza influenzano: l'area di picking (prelievo contenitori monocomponente), l'area di kitting (preparazione kit), la struttura del flusso materiali verso le stazioni (contenitori mono/multi-componente) e la configurazione della stazione, per ciò che concerne le attrezzature di movimentazione/stoccaggio materiali.
LE TRE SCELTE CHIAVE PER IL SISTEMA LOGISTICO DEI MATERIALI
1^ scelta
La prima scelta riguarda lo stoccaggio dei materiali in contenitori monocomponente sulla stazione, rispetto all'adozione di kit che viaggiano con il pezzo collettore oppure arrivano sulla stazione in modo sincronizzato.
I vantaggi nell'uso di kit sono:
- riduzione spostamenti degli operatori;
- riduzione degli errori di prelievo;
- riduzione di occupazione dello spazio sulla stazione di assemblaggio.
In generale è utile usare kit se si verificano queste condizioni:
- componenti difficilmente distinguibili dall'operatori (vedi cablaggi);
- componenti dove l'errore di prelievo comporta danno economico rilevante;
- stazioni dove convergono molti componenti, con conseguente aumento del rischio di errori e del volume di materiali (aumento del WIP).
2^ scelta
La seconda scelta riguarda la logica di rifornimento: PULL o PUSH. Nel primo caso il rifornimento è legato al consumo reale dei materiali, che arrivato ad una soglia prestabilita, determina la richiesta di un rifornimento. Nel secondo caso il rifornimento è basato sull'effettivo fabbisogno di materiali previsto dalla pianificazione della produzione, con un certo anticipo sull'utilizzo.
Una combinazione tipica delle due fasi di scelta prevede un rifornimento in logica PULL in contenitori monocomponente di componenti minuti ad elevata comunanza, mentre materiali ingombranti a bassa comunanza sono riforniti in logica PUSH di contenitori multicomponente.
Sintetizzando, salvo casi particolari, si possiamo avere 4 logiche di gestione:
- Codici ad alto valore/ingombranti, dedicati ad un modello/variante: utilizzo di contenitori kanban ubicati in linea sulla stazione di utilizzo ed alimentati dal magazzino sulla base del programma di montaggio (quantità per contenitore ridotte, definite sulla base dei lotti minimi/multipli di montaggio, sistema di riordino esteso anche al fornitore, valutando anche contenitori dedicati per evitare inutili attività di preparazione del magazzino).
- Codici ad alto valore/non particolarmente ingombranti e non dedicati ad un modello/variante: utilizzo di contenitori kanban con sistema a 2 cassette sulla stazione di utilizzo (logica vuoto x pieno ed alimentati dal magazzino).
- Codici a basso valore/dedicati ad una stazione e ad un modello: contenitori kanban alimentati a punto di riordino in linea e portati dal magazzino.
- Codici a basso valore/comuni ai diversi modelli: supermarket di linea (con picking diretto da parte degli operatori/capi linea).

3^ scelta
La terza scelta riguarda l'organizzazione delle aree di picking e kitting, ovviamente condizionate da quanto definito nei due punti precedenti.
Generalmente i materiali vengono ricevuti nel magazzino (da fornitori interni/esterni) e possono avere destinazioni diverse.
Ci sono i materiali che vanno direttamente sulla linea, presso una o più stazioni di assemblaggio, mentre generalmente la maggior parte dei materiali viene stoccata in aree predeterminate del magazzino.
Possono essere postazioni tradizionali del magazzino oppure aree riservate alle operazioni di picking (solitamente con l'utilizzo di contenitori standard, concordati con il fornitore, che vanno direttamente in linea) oppure di kitting (dove si predispongono contenitori specifici per l'approntamento del kit).
Tutti i materiali confluiscono poi, nelle diverse modalità, sulla stazione di assemblaggio, per le operazioni di montaggio.

Il rifornimento dei materiali sulle stazioni di assemblaggio può avvenire mediante queste quattro soluzioni:
- Sistema PULL con contenitore MONO componente;
- Sistema PULL con KIT di componenti;
- Sistema PUSH con contenitore MONO componente;
- Sistema PUSH con KIT di componenti.
Il sistema PUSH rifornisce le stazioni conoscendone i fabbisogni nell'unità di pianificazione, mentre il sistema PULL attende le richieste di rifornimento da parte delle stazioni, in funzione dei consumi (livello minimo di scorta), per quantità predeterminate (lotti di riordino).
Tipico della metodologia PULL è l'utilizzo del sistema di rifornimento a due cassette, dove, allo svuotamento della prima segue il rifornimento di un'altra cassetta completa.
La frequenza dei rifornimenti PUSH e la dimensione dei lotti PULL, si può determinare in base a:
- costi di movimentazione e picking (si riduce con l'aumento della dimensione del lotto);
- costo di occupazione dello spazio e di prelievo presso la stazione di assemblaggio (cresce con l'aumento della dimensione del lotto).
L'entità dei costi sopra citati è influenzata dalle dimensioni dei contenitori impiegati (diversi in base ai prodotti da movimentare), che in ottica di efficienza complessiva, dovrebbero essere gli stessi a partire dai fornitori, fino alla linea di assemblaggio.
Le modalità di rifornimento delle stazioni condizionano le prestazioni richieste al sistema di picking e di kitting.
Per identificare la corretta dislocazione delle aree di picking e kitting è necessario decidere quale sia il grado di centralizzazione più opportuno tra le due situazioni estreme: un'unica area per alimentare tutte le stazioni oppure un'area di alimentazione per ogni stazione.
I vantaggi delle soluzioni centralizzate, sono:
- centralizzazione delle scorte di componenti per tutte le stazioni;
- minori costi in caso di implementazione di automazione nel prelievo;
- minore duplicazione delle attrezzature.
I vantaggi delle soluzioni decentralizzate, sono:
- minori costi di distribuzione dei materiali verso le stazioni (più vicine);
- riduzione di tempi e costi di prelievo (soluzioni più compatte portano a spostamenti ridotti degli operatori e a minori difficoltà di ricerca);
- riduzione dei possibili prelievi errati (minor numero di articoli presenti).
In base a queste considerazioni è possibile definire il numero di aree di picking e kitting ottimali, solitamente corrispondenti ai gruppi funzionali in cui è suddivisa la linea di assemblaggio.










